|
于洋
(吉林石化公司煉油廠,吉林吉林132021)
摘要:針對DZL6-1.25T型蒸汽鍋爐出現的泄漏故障,通過宏觀檢查、無損檢測和金相微觀檢查等方法進行失效分析,根據裂縫形成機理實施檢修方案,并取得良好效果。采取相應的防治對策,保證鍋爐安全穩定運行。
0引言
工業用電鍋爐屬于特殊的受熱承壓裝置,具有一定的危險性。由于裂縫是引起鍋爐泄漏、爆炸等事故的最大隱患,因而如何保證鍋爐安全、穩定、可靠地工作,成為國內外眾多學者關注的焦點。通過對某石化公司鍋爐開裂的原因進行分析,找到故障成因并制訂檢修計劃,同時采取相應的防治對策,防止此類裂紋的發生,保證鍋爐的正常使用。
1鍋爐裂紋情況
某石化公司使用的DZL6-1.25T型蒸汽鍋爐(圖1)出現泄漏,公司收到事故匯報后,馬上派人趕到生產車間進行檢查。

1.1宏觀檢查
該鍋爐鍋體采用Q245R材料,厚度22mm,有定期檢查及水質檢測報告,檢查當日操作記錄顯示水位、壓力無異常。通過宏觀觀察,鍋體內部沒有明顯的污物,在鍋體底部滲漏部位有一條100mm長、0.5mm寬的貫穿裂縫,該裂縫在平口罐中部的平頂環焊邊處,沿著焊點與母材熔合的方向擴展,周圍有疑似細小裂縫,裂縫兩邊的母材料沒有明顯變形、鼓包和過燒,焊縫未見咬邊、錯邊等表面焊接缺陷。在焊接的同一端,距裂縫100mm處設有一個用于排水的支承片,它與鍋體形成了一個角焊接頭,其邊沿與爐膛的對接焊縫基本垂直,并在其兩邊沉積了少許的粉塵。
1.2無損檢測
對裂縫焊縫和裂縫末端300mm以內的焊點和污水處理設備支持板的轉角焊縫進行清洗、拋光,直到顯露出金屬光亮為止。通過磁粉探測,發現在水側沒有其他伴生裂縫,只有貫穿式裂縫,在火側出現了主要裂縫,其兩邊均有細小的裂縫,這些裂縫的長度都很短(2~10mm)。污水處理設備支持板的轉角處焊縫沒有出現裂縫。超聲探測結果顯示,除上述裂縫外沒有其他的內部損傷,采用超聲對主裂縫兩邊的微小裂縫進行了探測,深度最大為5mm。
1.3金相顯微檢驗
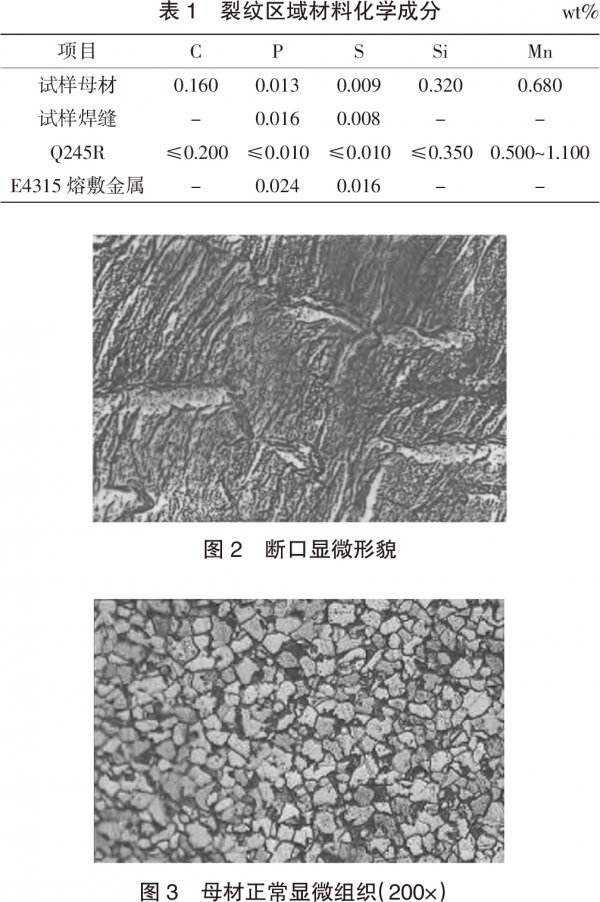
對焊接及基材進行了光譜測定(表1),結果滿足Q245R及熔覆金屬的成分組成,未發現硫、磷等元素含量過高。對斷裂進行微觀分析,結果顯示出一種具有疲勞的輝紋狀結構(圖2)。檢查母材及開裂部位的微觀結構,發現母材為鐵元素+珍珠巖,顆粒尺寸和形狀相似,沒有魏氏組織(圖3)。裂紋部位的金相組織顯示裂紋以沿晶、穿晶為主(圖4)。

1.4檢驗結果
Q245R材料的塑性強、韌性好,但若長時間高溫則會導致其組織惡化、機械強度下降。在高溫和高壓的雙重影響下,會產生變形、凸起,最終斷裂,并使斷裂部位的厚度減小。但鍋爐沒有出現明顯的塑性破壞,反而出現了裂紋,不滿足塑性斷裂的特點。生產記錄中鍋爐沒有發生過脫水現象,通過對其進行的宏觀觀察,發現主要裂縫寬度在0.5mm左右,表明其在破裂過程中受到了很大的壓力。通過對火焰側主要裂縫的探測,發現在火側主要裂縫的兩邊都存在裂縫,但在水側未出現裂縫,由此推斷裂縫是由火側開始逐漸向水側方向發展的。通過微觀觀察發現,母材的組織基本完好,斷裂微觀形態呈現出疲勞、斑紋等特點,且以穿晶為主,故可將其視為一種疲勞斷裂。
2裂紋失效機理分析
鍋爐爐管采用Q245R材料,厚度為22mm,無需進行全面的熱處理,因此焊接后的剩余應力比較大。此外,在焊接工藝中,由于焊接時的張力與焊接接頭的非連續性部位應力的共同作用,形成焊接接頭的應力分布。另外,由于污水管道內壁與鍋爐的對接焊縫很接近,且與鍋爐的對接焊縫基本成平行狀態,因此,在這一地區,水流流通受到阻,這一現象從支架上的小塊灰塵可以看出。一方面,在此區域水流比其他區域緩慢,同時也會被火焰的輻射所影響,因此會受到很大的溫度變化,與之前的應力重疊在一起,增加了該位置的壓力。同時,在該區域水流通受阻,在支承板壁上的熱水滯留時間過長導致泡沫增多,當水汽遇到水流時,會形成循環的壓力負荷,從而使焊接接頭出現多個受力重疊的缺陷。同時,爐膛外側的張力較大,受到較大的火焰輻射,因此裂紋是從火側面開始,與檢驗結果相吻合。
3鍋爐維修
3.1維修方案
根據鍋爐爐體裂縫破壞機理分析,提出以下維護措施:
(1)將污水管道內的支承盤移至與主焊縫較遠的地方,按評定的方法進行焊接,并對其進行100%的磁性粉末檢驗。
(2)因為裂縫是由于疲勞造成的,因此維修時要采取挖掘的辦法。用正方補片,大小為300mm×300mm×22mm,補片四角應為圓形,半直徑大于100mm,材料選用Q245R,焊條型號選E4315,拋光消除焊縫余高,進行100%光線檢測。
3.2維修過程
(1)切斷污水管道的支持面板,拋光殘留的缺口,使其與母材平齊,移動支承面板距主焊縫300mm,由合格的焊工進行操作,并符合NB/T47013—2015《承壓設備無損檢測》標準I類。
(2)將制作好的空洞用樣板放入鍋內,繪制好線條后,將缺損部分沿直線切割,切割后拋光,去除切割邊50mm以內的雜質。將相同的下料片放在補片上,其長、寬都按照樣片的尺寸增大5mm。在卷裝補片時,由于補片的振幅會導致補片的弧形半徑增加,故應將其預先彎曲至比平底的弧形半徑稍小,再將已彎曲的補板放置一段時間,然后對其曲線進行半徑修正。
(3)將補片和鍋爐修補缺口磨掉硬邊,然后按照雙面焊的方式在平底焊縫上切出一道斜槽,該焊縫與平底鍋的空隙為2mm,經拋光以消除殘余焊縫。
(4)由合格的、有資質的焊工進行焊接,并按照NB/T47013—2015《承壓設備無損檢測》要求檢驗。
4預防措施
從斷裂破壞機理的角度分析,這種裂縫是由于焊接殘余應力、運行工況下的應力和熱應力在焊接過程中累積而形成的,再結合不順暢的水流而形成的應力負荷,從而形成了疲勞開裂。因此可以采用以下防范措施:
(1)將外排水設備支架等的鍋筒內體與鍋體連接時,應盡可能地與鍋體的主體對接焊縫保持一定距離,并盡可能減少支承片等接頭的橫斷面面積,盡可能沿水循環流動的方向排列。
(2)在確保焊接材料填充的前提下,盡可能地降低焊接殘余高度,并根據需要進行拋光,以減小殘余高度。
(3)如果需要,在鍋爐的設計和生產工藝中加入熱處理以減少壓力。
(4)在鍋爐的操作中,應盡量減少對鍋爐進行頻繁啟動和停機,造成高負載的變動。
5結束語
檢修后,對停爐進行內部檢查,沒有出現任何類似的裂縫,設備狀態良好,工作平穩。實踐表明,鍋爐的結構缺陷、負荷波動較大、頻繁啟動引起的周期應力負荷,以及受力集中等,是鍋爐出現裂縫的主要原因,在設計、制造、安裝過程中要充分重視,盡量減小應力的集中,防止出現周期的應力負荷,在生產過程中要防止頻繁啟動、負荷波動大現象的發生。
參考文獻
[1]胡衛朋,梁才航,蔣件德,等.一種丙烯酸聚合物鍋爐水處理藥劑性能研究[J].科學技術與工程,2022,16(10):151-154.
[2]薛光磊.基于事故案例的蒸汽鍋爐爆裂機理研究[D].青島:中國石油大學(華東),2022.
[3]湯鵬杰,姜勇,鞏建鳴,等.某熱電廠20G鋼鍋爐水冷壁管鼓包的原因[J].機械工程材料,2022,40(1):101-105.
[4]顧寶蘭,徐彤,孫超.熱電廠鍋爐水冷壁鼓包和爆管原因分析[J].機械工程材料,2022,40(12):113-118.
[5]陳志.鍋爐水冷壁管縱向裂紋開裂原因淺析[J].焊接技術,2022,48(5):123-125.
[6]鐘培道.斷裂失效分析(續)[J].理化檢驗(物理分冊),2022,41(10):535-539.
[7]王明強,吳金星,王超,等.燃氣鍋爐煙管管端和管板裂紋分析與防止[J].中國特種設備安全,2022,32(3):64-67.
[8]TSGG0001-2012,鍋爐安全技術監察規程[S].北京:新華出版社,2022. |




